Why Titanium for Aerospace?
Titanium alloys are a cornerstone of modern aerospace engineering. With a density roughly 56% that of steel but comparable strength, titanium delivers an unmatched strength-to-weight ratio that directly translates to fuel savings, increased payload capacity, and longer service life.
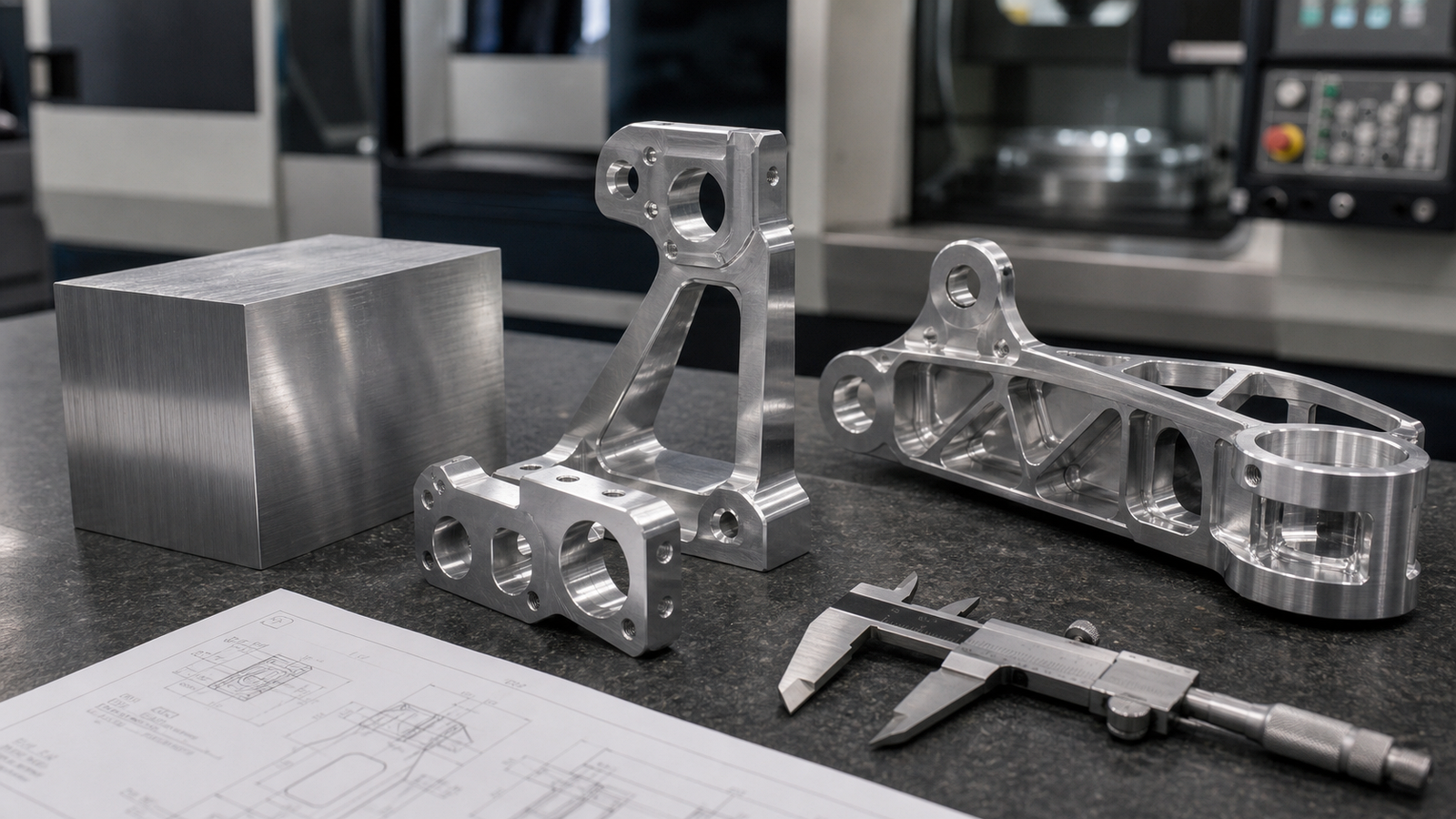
Beyond weight savings, titanium resists corrosion from saltwater, hydraulic fluids, and de-icing chemicals, making it ideal for landing gear, engine mounts, structural brackets, and avionics enclosures that face extreme environments.
"Titanium isn't just lighter, it's the only material that meets the combined demands of strength, corrosion resistance, and fatigue life required for flight-critical structural components."
Common Titanium Grades for CNC Machining
Not all titanium is created equal. The grade you choose affects machinability, cost, and performance. Here are the most common grades used in aerospace CNC machining:
| Grade | Alloy | Tensile Strength | Best For |
|---|---|---|---|
| Grade 2 | CP (Commercially Pure) | 345 MPa | Corrosion-resistant housings, brackets |
| Grade 5 | Ti-6Al-4V | 950 MPa | Structural airframe, engine components |
| Grade 9 | Ti-3Al-2.5V | 620 MPa | Hydraulic tubing, fasteners |
| Grade 23 | Ti-6Al-4V ELI | 860 MPa | Surgical implants, fatigue-critical parts |
Ti-6Al-4V (Grade 5) accounts for over 50% of all titanium used in aerospace. Its alpha-beta microstructure allows heat treatment for even higher strength while maintaining reasonable machinability.
The Challenges of Machining Titanium
Titanium's properties that make it excellent for aerospace, high strength, low thermal conductivity, and chemical reactivity, are the same properties that make it notoriously difficult to machine:
- Low thermal conductivity, Heat concentrates at the cutting edge instead of dissipating through the chip, causing rapid tool wear
- High chemical reactivity, At elevated temperatures, titanium welds to the tool (built-up edge), causing chipping and poor surface finish
- Work hardening, Dwell time or rubbing at the cut surface creates a hardened layer that destroys tools on subsequent passes
- Spring-back, Titanium's low modulus of elasticity means thin walls deflect under cutting forces, affecting dimensional accuracy
Never let the tool dwell or rub against the workpiece. A constant, positive feed rate is critical, even momentary pauses create a hardened layer that will destroy subsequent cuts.
Recommended Speeds & Feeds
The golden rule for titanium: lower surface speeds, higher feed per tooth, and consistent chip load. Unlike aluminum where you can push speed, titanium demands controlled heat generation.
Milling Parameters (Ti-6Al-4V)
| Parameter | Roughing | Finishing |
|---|---|---|
| Surface Speed (SFM) | 100–150 | 150–200 |
| Feed per Tooth (IPT) | 0.004–0.006" | 0.002–0.004" |
| Axial Depth of Cut | 1.0–1.5× tool diameter | 0.25× tool diameter |
| Radial Engagement | 25–40% tool diameter | 10–15% tool diameter |
Use trochoidal (adaptive) milling paths to maintain consistent chip load and reduce heat. This can extend tool life by 3–5× compared to conventional slotting.
Tooling Strategies That Work
Tooling is where titanium machining projects succeed or fail. The right tool coating, geometry, and substrate can mean the difference between 20 minutes of cut time and 2 hours.
- Carbide substrate, Use fine-grain carbide (submicron) for maximum edge strength and heat resistance
- AlTiN or TiAlN coatings, These alumina-forming coatings create a thermal barrier, letting the chip carry heat away from the tool
- Variable helix/pitch, Reduces chatter harmonics in thin-wall and deep-pocket scenarios
- Sharp, positive rake geometry, Reduces cutting forces and minimizes work hardening; avoid honed edges for roughing
Coolant & Chip Evacuation
Coolant isn't optional with titanium, it's mandatory. High-pressure through-tool coolant (1,000+ PSI) delivers the best results by:
- Breaking chips into manageable segments for evacuation
- Reducing cutting zone temperature by up to 40%
- Preventing the re-cutting of chips (which causes work hardening)
- Extending tool life by 2–3× over flood coolant alone
For deep pocket operations, consider minimum quantity lubrication (MQL) combined with compressed air as an alternative when through-tool coolant isn't possible.
Achieving Excellent Surface Finishes
Aerospace titanium parts often require surface finishes of 32 Ra or better. To achieve this consistently:
- Use finishing-specific tools with polished flutes and tight tolerances
- Maintain spindle speeds between 150–200 SFM with light radial engagement (10–15%)
- Program climb milling only, conventional milling causes rubbing that degrades the surface
- Take a spring pass at the same depth to clean up any deflection from the prior cut
- Inspect with a profilometer, not visual estimation
Design for Manufacturability: Titanium Edition
Smart part design can cut titanium machining costs by 30–50%. Follow these DFM principles:
- Wall thickness: Keep walls above 1mm (0.040"), thinner walls deflect under cutting forces and require slower feeds
- Internal radii: Use the largest corner radii your design allows. Smaller radii require smaller tools with shorter tool life
- Pocket depth: Limit pocket depth to 4× the width. Deeper pockets need specialized long-reach tooling and slower feeds
- Tolerances: Only apply tight tolerances (±0.001") to critical features. Every additional tight-tolerance feature adds a setup or inspection step
Need help optimizing your titanium part for CNC machining? RivCut offers free DFM reviews on every quote, upload your CAD file and our engineers will flag opportunities to save time and cost.